PLC Oefeningen
Laddertaal
Simulator website
Surf naar https://app2.codingplc.com/ en bekijk/speel met het demoprogramma.Oefening
- Gebruik de bovenstaande website.
- Er zijn twee LEDs (coils) een en on/off knop (relais).
- De LEDs knipperen afwisselend met 2 seconden wanneer een knop aan is.
- Wanneer de knop uit is, werken de LEDs niet.
Crouzet Millenium 3 oefeningen
- Check the website of Crouzet: https://www.crouzet.com/products/automation-controllers/millenium-3/
- Download the software here
created by Tim Jäger
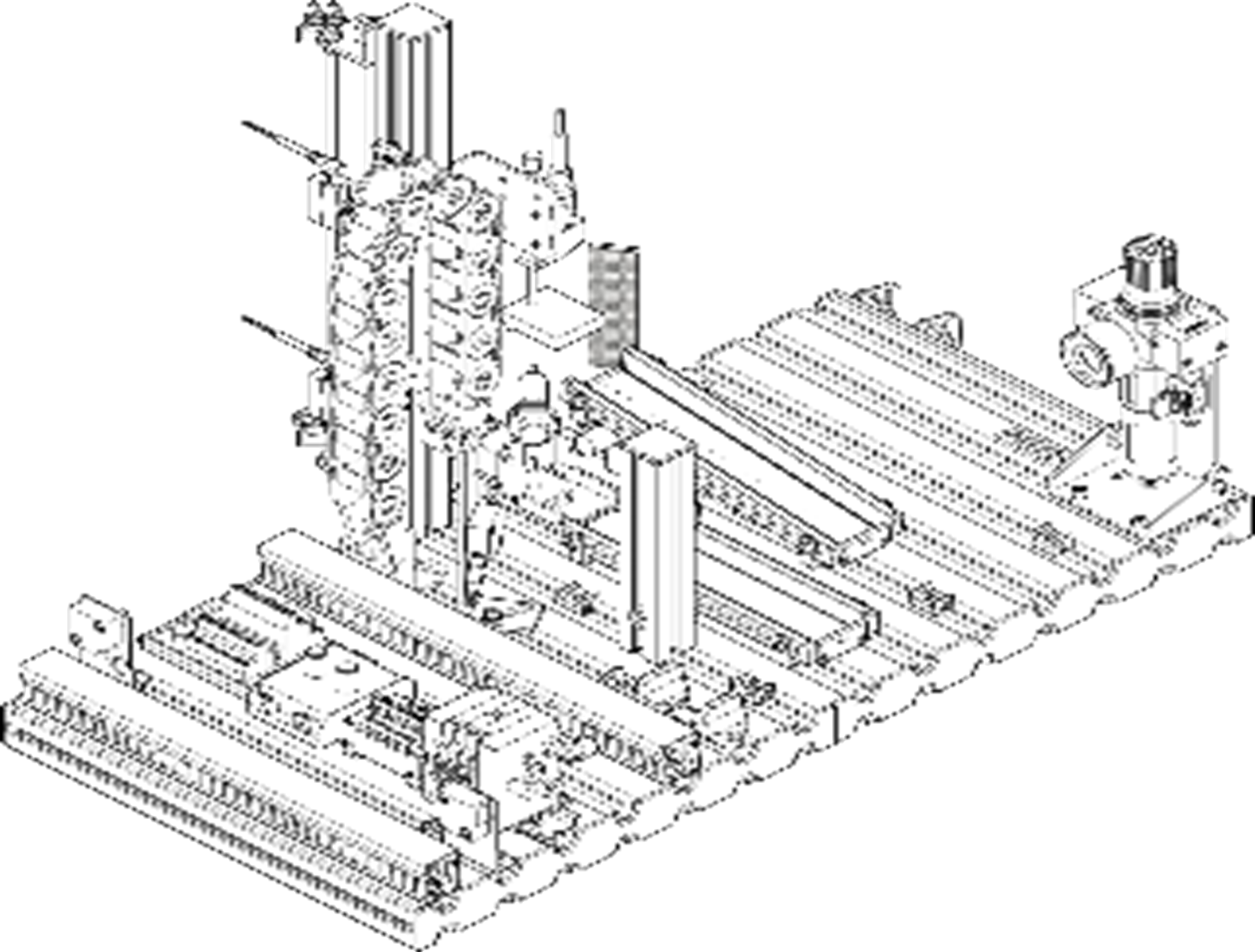
This exercise is a scaled-down elevator setup that is controlled by a PLC. You will have to solve the exercises using FBD (Function Block Diagram) programming - so, something other than LD (Ladder Diagram). The software also supports SFC (Sequential Function Chart/Grafcet) diagrams that you can combine with FBD elements.The elevator moves up and down using a spindle, which is guided by two guide rods. The goal of this setup is that when the internal reed switches indicate that the car has reached the first floor, that the car is timely brought to a halt, and that the doors open. Then when the user presses the button to go down, the doors close and the car should go down again. Another implementation that could be added by the user would be the door button. Using this, the door of the car could either open or close depending on its status. Lastly, it is possible to use the light sensor to detect if something is in-between the door. For safety reasons this is done using a wooden slat.
It is important to note that when the car reaches the end of the setup, a limit switch will be depressed, causing an alarm to sound and stopping the motor in place. This will allow the car to only move in the opposite direction.
Initial state
The elevator cart is at the ground floor, doors closed, nothing is in-between the doors.Basic sequence
- Start button is pressed to activate the setup.
- When the door button is pressed the door opens, and closes automatically after time (to be programmed).
- If something is in-between the door, the door does not close until the obstruction is removed.
- Once the door is closed and the floor button is pressed, the car should move towards that floor.
- If the requested level has been reached, the lift stops.
- Once the car is no longer moving, the door can be opened.
- The sequence is repeated in the other direction.
- The power off button is pressed once done.
Actuators to be identified
Motor, Solenoids for door actuationSensors to be identified
Door sensor (IR proximity sensor), Push buttons, Level sensor: Reed-switches which are translated into analogue voltage value.Siemens Simatic S7-1200 oefeningen
created by Mourad Ben Moussa and Eren Sagir
The station distributes from the stack magazine module and sorts the work pieces according to material and color. The filling level of the stack magazine is monitored by means of a (through-beam) sensor. A double acting cylinder pushes out the workpieces individually. At this position the workpiece material and color characteristics (metal, non-metal, black) are detected by two sensors. A second double acting cylinder (sorting cases) will move according to the color of the workpiece. If it is a plastic workpiece, the conveyor belt will move the workpieces to the desired position. The changer module grips the pushed-out workpiece using a suction cup. The arm of the transfer unit, which is driven by a rotary drive, conveys the workpiece to the sorting cases. If it is a metal workpiece, the conveyor belt will move the workpiece further to the metal storage location.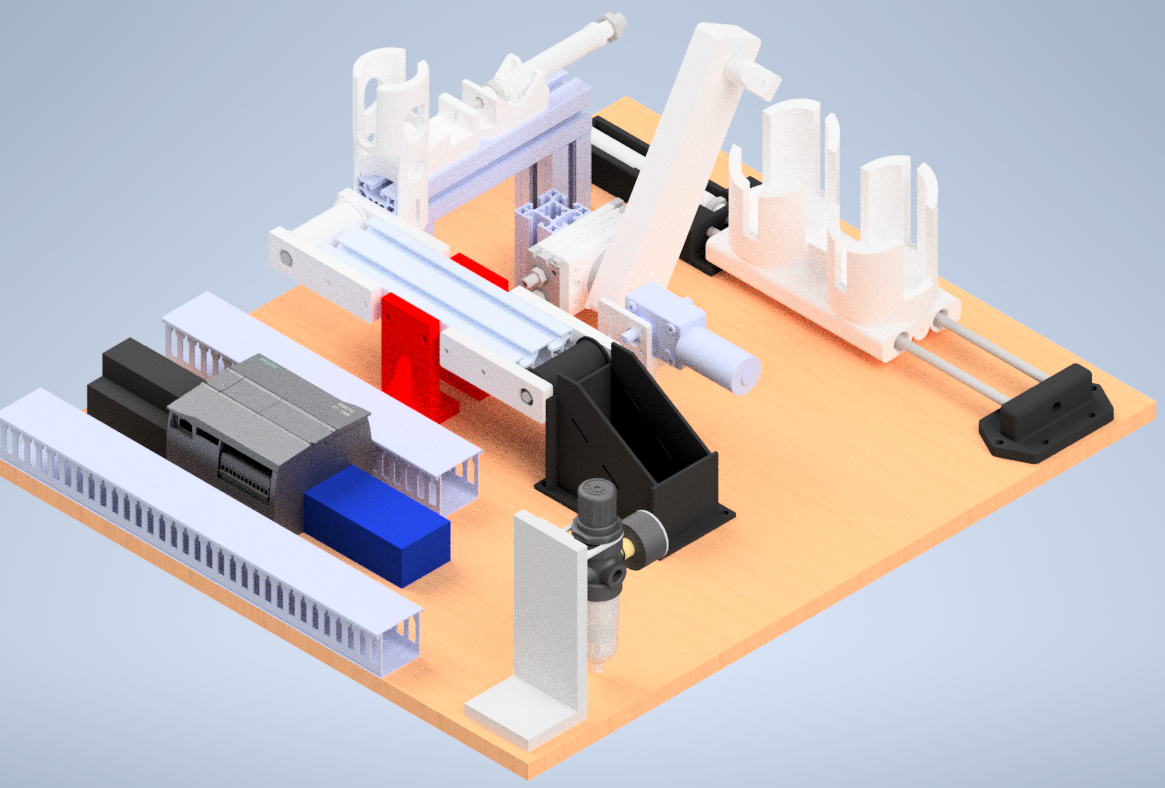
Initial state
Magazine is filled up, ejecting cylinder is retracted, rotary drive is in downstream stations position, vacuum is off, sorting cylinder is retracted, DC motor is off.Basic sequence
- If there are workpieces in the magazine, the ejecting cylinder pushes out a workpiece.
- The conveyor belt will move the workpieces to the desired position.
- If it is a plastic workpiece, the vacuum is switched on.
- The sorting cylinder moves according to the color of the workpiece.
- The rotary drive conveys the workpiece to the sorting case.
- The vacuum is switched off.
- If it is a metal workpiece, the conveyor belt will move the workpiece further to the metal storage location.
Actuators to be identified
suction (vacuum) generator, ejecting cylinder, rotary drive, sorting cylinder, DC motorSensors to be identified
Through-beam sensor, vacuum switch, left position switch, right position switch, ejecting cylinder positions, inductive sensor, displacement position switchcreated by Mourad Ben Moussa and Eren Sagir
The station distributes from the stack magazine module and sorts the work pieces according to material. The filling level of the stack magazine is monitored by means of a (through-beam) sensor. A double acting cylinder pushes out the workpieces individually. A sensor detects if the workpiecesare pushed to the displacement position. At this position the workpiece material characteristics (metal,non-metal) are detected by a sensor. A second double acting cylinder (sorting cases) will move according to the material of the workpiece. The changer module grips the pushed-out workpiece using a suction cup. A vacuum switch checks whether a workpiece has been picked up. The arm of the transfer unit, which is driven by a rotary drive, conveys the workpiece to the sorting cases.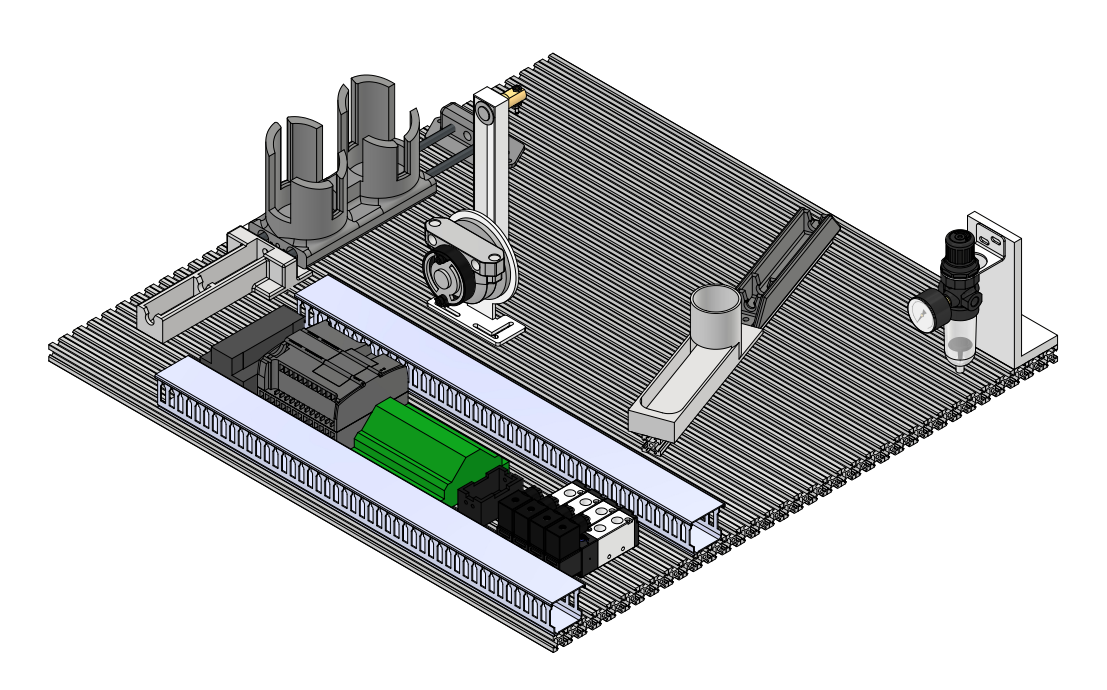
Initial state
Magazine is filled up, ejecting cylinderis retracted, rotary driveis in downstream stations position, vacuum is off,sorting cylinder is retractedBasic sequence
- If there are workpieces in the magazine, the ejecting cylinder pushes out a workpiece.
- The vacuum is switched on. When the workpiece is securely held, a vacuum switch activates
- The sorting cylinder moves according to the material of the workpiece.
- The rotary drive conveys the workpiece to the sorting cases.
- The vacuum is switched off.
Actuators to be identified
suction (vacuum) generator, ejecting cylinder, rotary drive, sorting cylinderSensors to be identified
Through-beam sensor, vacuum switch, left position switch, right position switch, ejecting cylinder positions, inductive sensor, displacement position switchcreated by Moussa Bettioui and Mohammad Mustafizur Rahman
The sorting station will sort the workpieces according to material and color. We sort them out by branching off the conveyer belt. There are 3 workpieces, the first one is a simple black plastic cylinder, the second one is a colored (red) plastic cylinder and the last one is a silver colored metalcylinder. The way the station will sort them is by switching between the branches depending on which sensors have detected the piece. Those sensors are placed at the beginning of the conveyer belt behind a compact pneumatic cylinder which is used as the stopper. The way we branch off the conveyer belt is by using pneumatic cylinders that will protract when a certain sensor combination has detected a workpiece. In short, when a workpiece is detected, the motor of the conveyer belt will activate and the stopper will retract to let the workpiece pass by. The needed branch cylinder will protract to let the workpiece slide into his slide. Once the retro-reflective sensor detects that the cylinder passed on to the slide it will retract the cylinder, stop the motor and protract the stopper.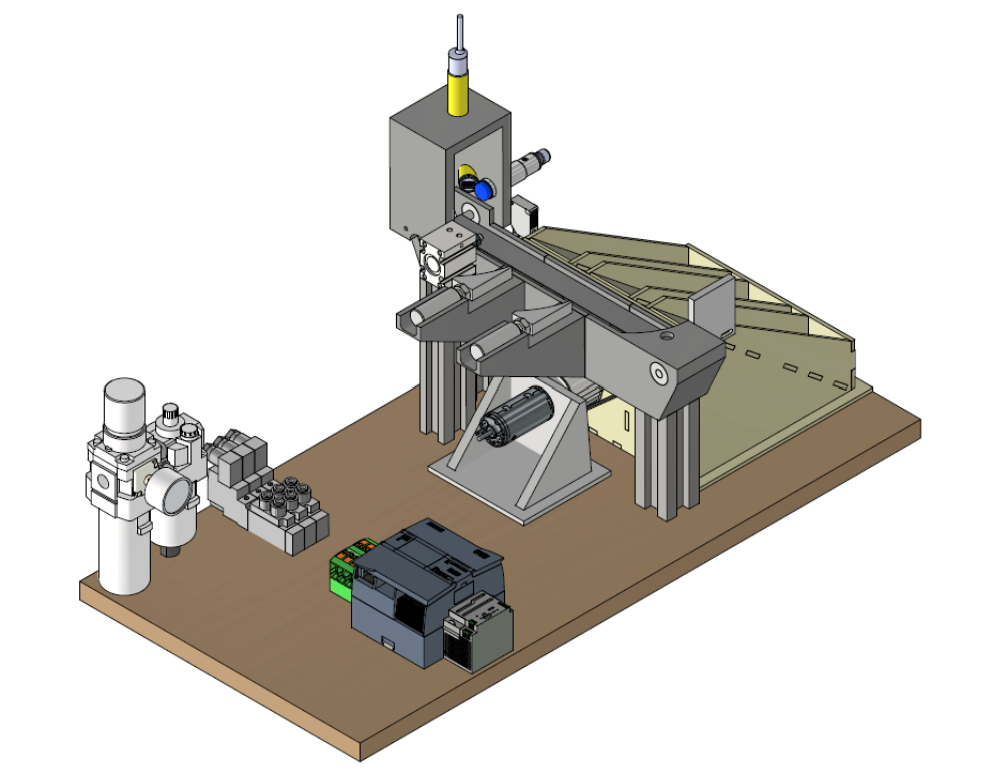
Initial state
Stopper protracted, Branch 1 retracted, Branch 2 retracted, Conveyer belt motor off, Workpiece at the start of the conveyor behind the stopper.Basic sequence
- Workpiece detected, conveyer belt motor activated.
- Color and material identification.
- Stopper retracted and corresponding branch protracted.
- Workpiece detected by the retro-reflective sensor in the slide.
- Motor stops, branch retracted, stopper protracted, back to initial state.
Actuators to be identified
24V motor, Stopper, Branch 1 and Branch 2Sensors to be identified
Proximity sensor (piece detection), infrared sensor (color identification), induction sensor (metal detection), and Slide retro-reflective sensorcreated by Bryan Thiltges and Mattis Bogaerts
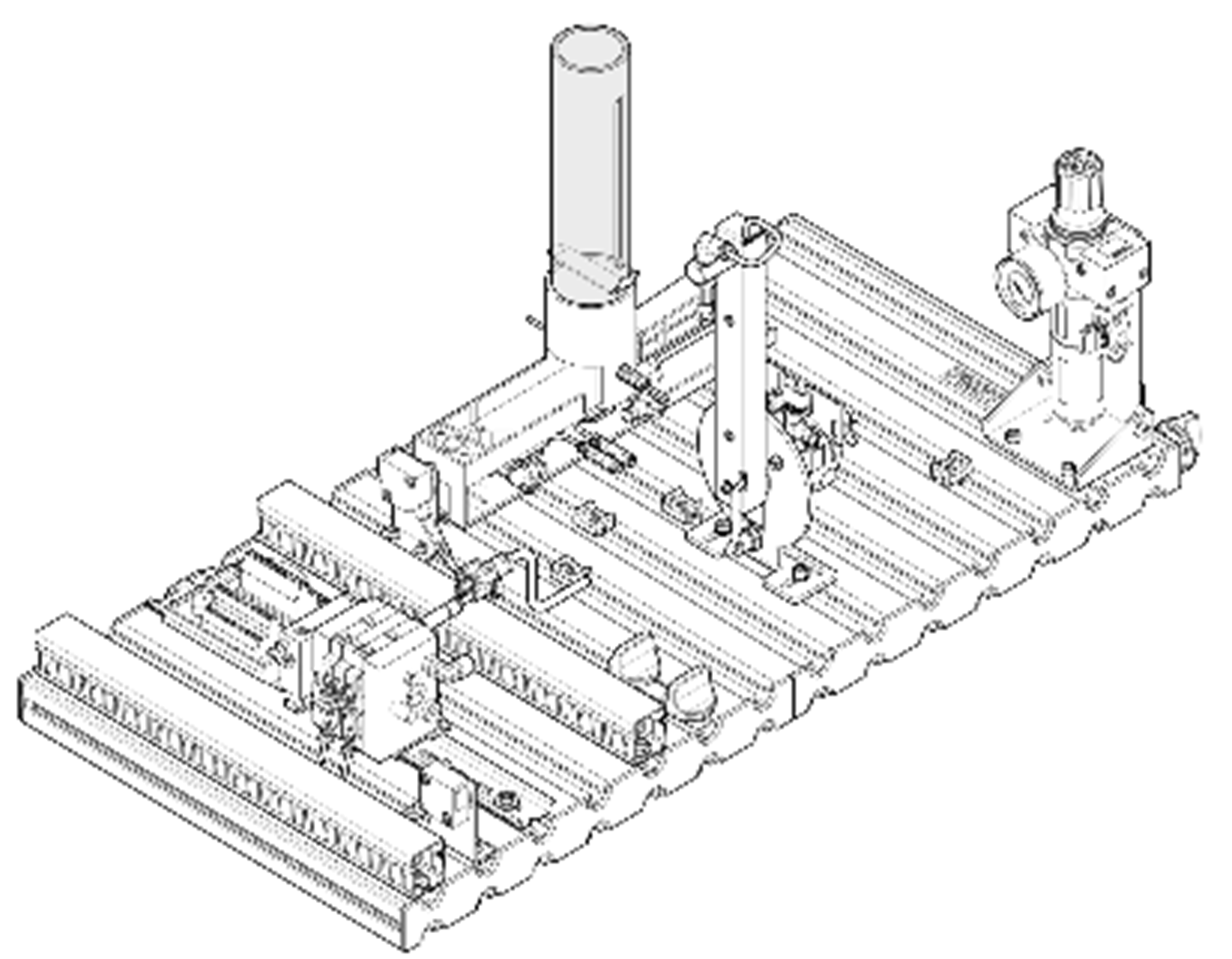
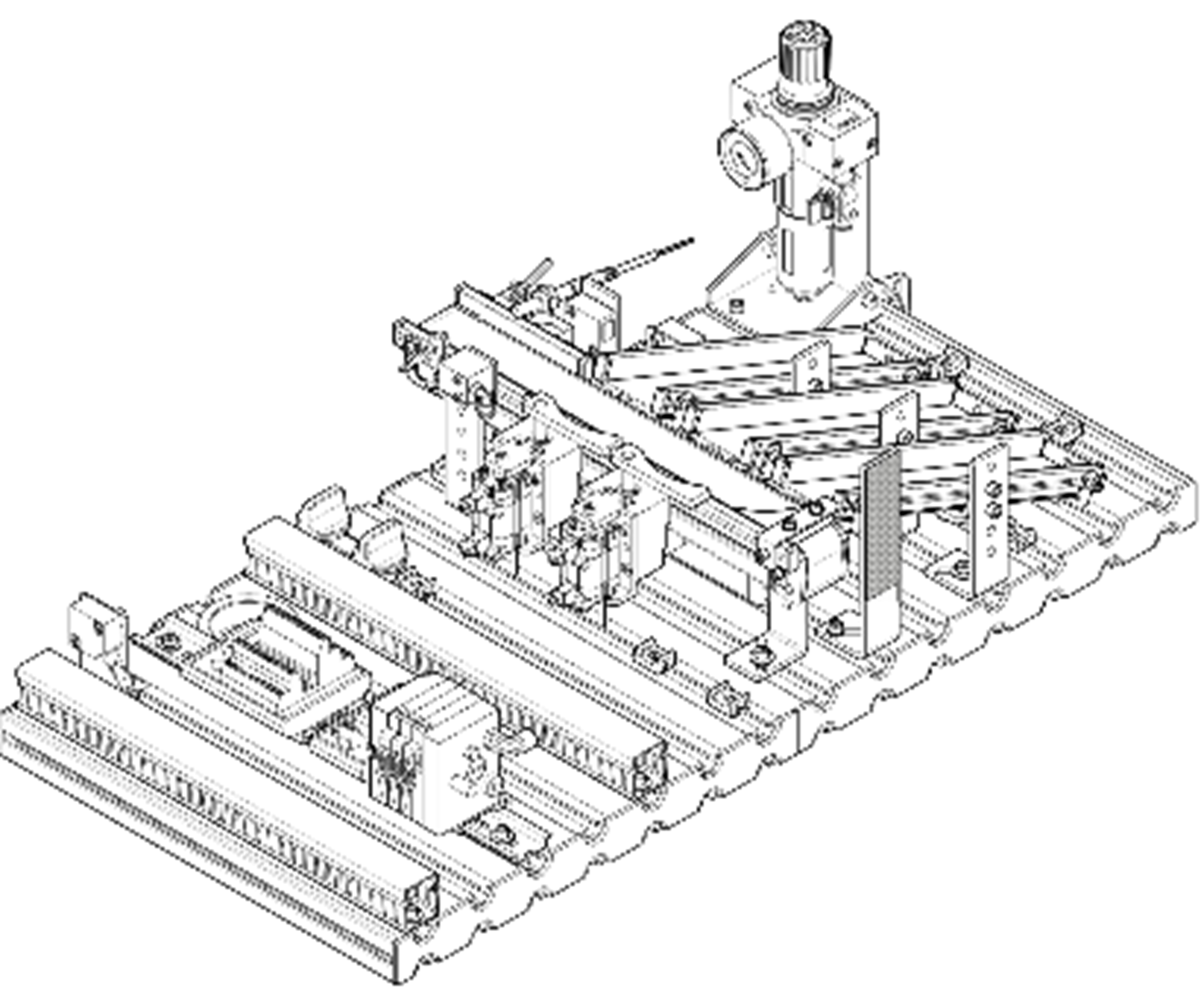
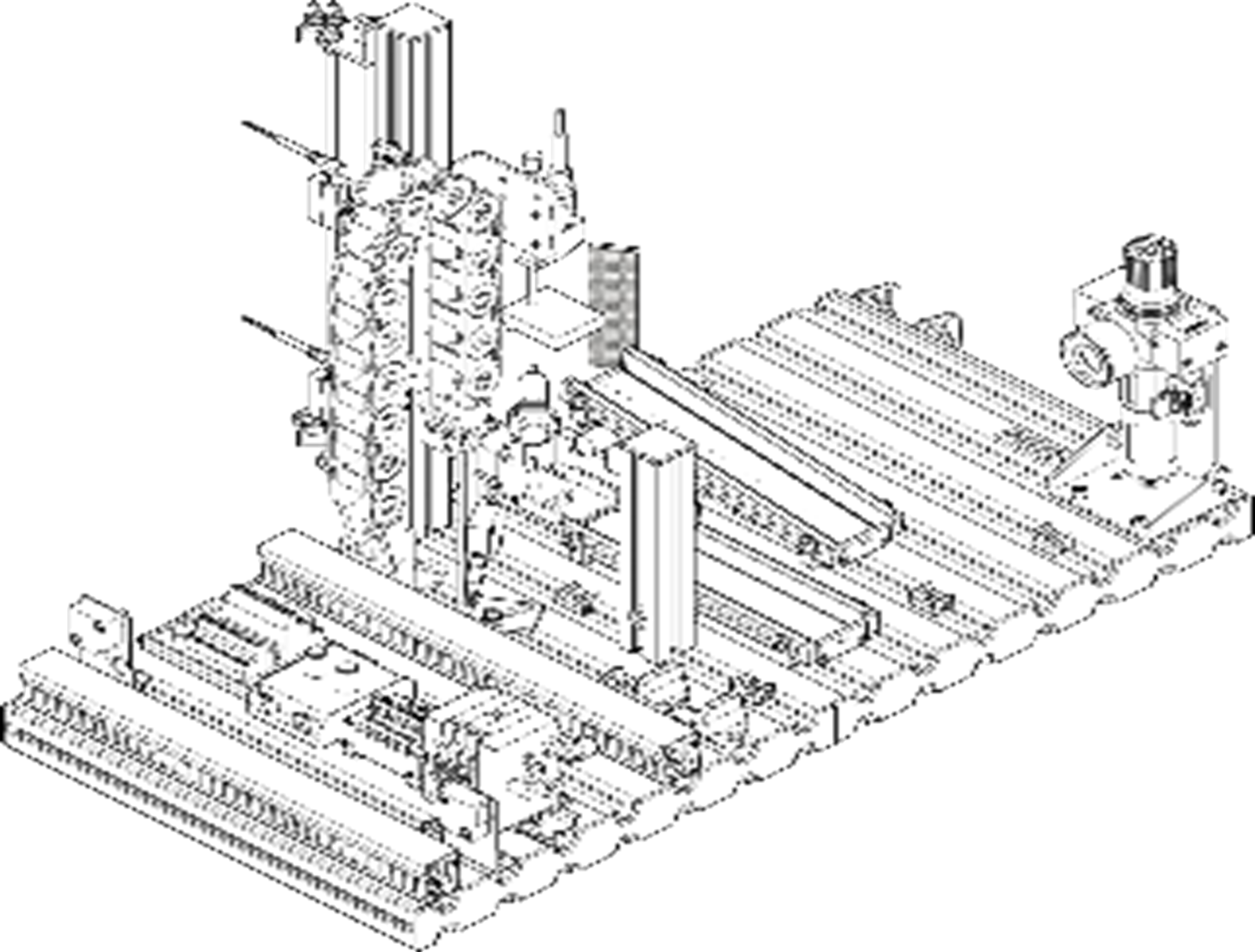
The station’s function is to distinguish three different parts and sort them accordingly. The operation starts by detecting if a part is present in the starting position, this is monitored by an infrared sensor. If a part is present, the first piston will move the part to the identification area. The position of this piston is monitored by a magnetic sensor. Once the part in the identification area, three sensors are present, an infrared sensor, a proximity sensor and a inductive proximity sensor. They allow the system to distinguish if the part is metallic, black or red. Once the part has been identified, the vertical piston will drop and the grabber will grab the part. Afterword, the vertical piston will go back up. A rodless pneumatic cylinder, on which the vertical piston and grabber are attached, will perform the horizontal movement to the corresponding slot, which is detected by a magnetic sensor above the rodless pneumatic cylinder. Once grabber is above the correct slot, the vertical piston will drop down and the grabber will release the part. The three slots share an infrared sensor, which monitors if a part has reached the slots, meaning the sequence is over and the next part can be handled. It also indicates if a slot is full.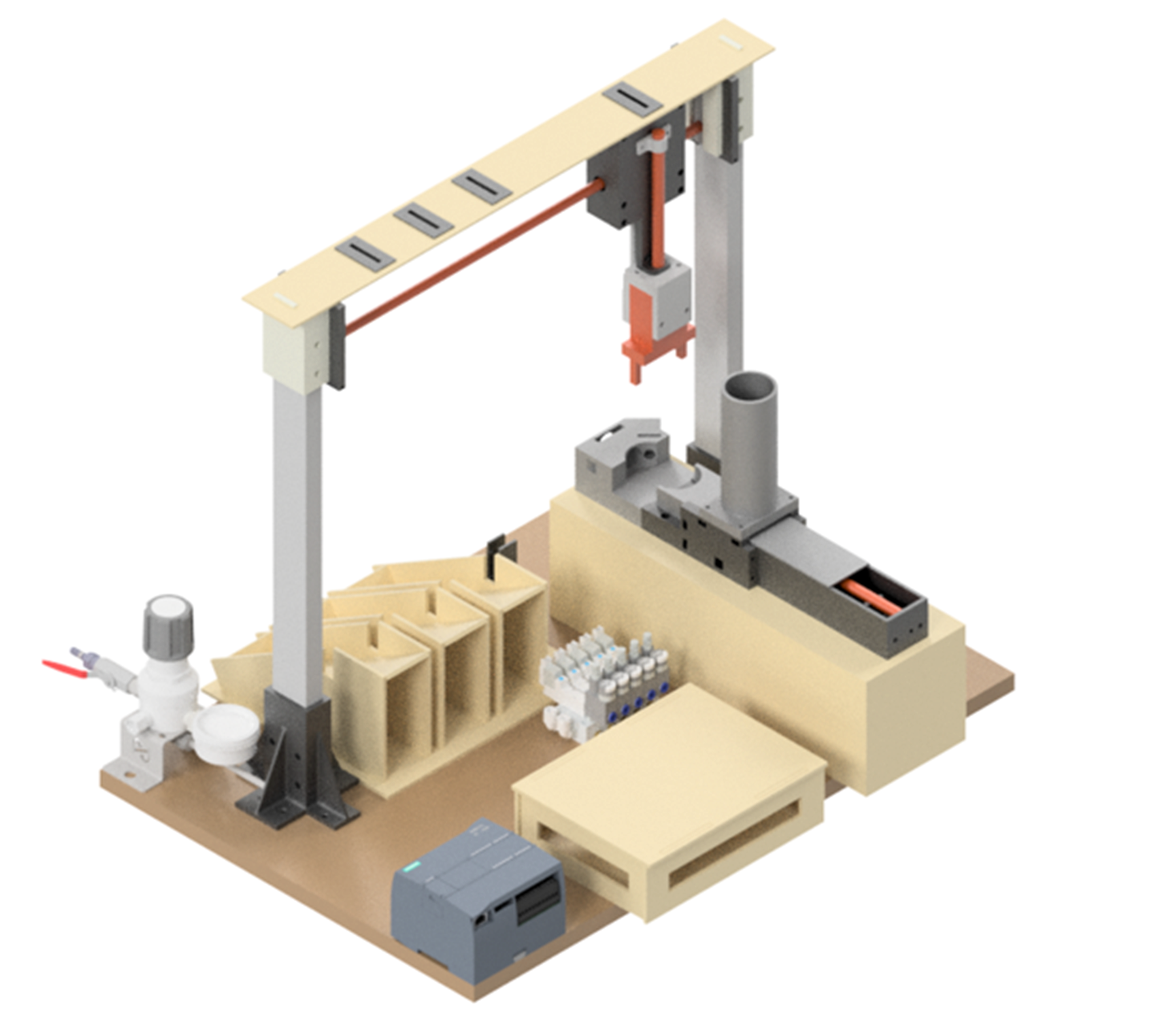
Initial state
The tube above the starting position is filled with parts. The horizontal and vertical pistons are pulled in, the grabber is open and the rodless pneumatic cylinder is above the identification area.Basic sequence
- The first piston moves the part, if one is detected.
- The vertical piston lowers and the grabber closes, once the part is identified.
- The vertical piston goes back up and the rodless pneumatic cylinder moves horizontally.
- The rodless pneumatic cylinder stops above the corresponding slot, indicated by a magnetic sensor.
- The vertical piston drops down and the grabber releases the part.
- The part has activated the infrared sensor in the slots.
- The sequence is over and the system goes back to its initial state.
Actuators to be identified
A horizontal and vertical piston, a rodless pneumatic cylinder and a grabber.Sensors to be identified
Three infrared sensors, five magnetic sensors, a proximity sensor and an inductive proximity sensor.created by Mattis Bogaerts and Bryan Thiltges
The station’s function is to distinguish three different parts and sort them accordingly. The operation starts by detecting if a part is present in the starting position, this is monitored by an infrared sensor. If a part is present, the first piston will move the part to the identification area. The position of this piston is monitored by a magnetic sensor. Once the part in the identification area, three sensors are present, an infrared sensor, a proximity sensor and a inductive proximity sensor. They allow the system to distinguish if the part is metallic, black or red. Once the part has been identified, the vertical piston will drop and the grabber will grab the part. Afterword, the vertical piston will go back up. A rodless pneumatic cylinder, on which the vertical piston and grabber are attached, will perform the horizontal movement to the corresponding slot, which is detected by a magnetic sensor above the rodless pneumatic cylinder. Once grabber is above the correct slot, the vertical piston will drop down and the grabber will release the part. The three slots share an infrared sensor, which monitors if a part has reached the slots, meaning the sequence is over and the next part can be handled. It also indicates if a slot is full.
Initial state
The tube above the starting position is filled with parts. The horizontal and vertical pistons are pulled in, the grabber is open and the rodless pneumatic cylinder is above the identification area.Basic sequence
- The first piston moves the part, if one is detected.
- The vertical piston lowers and the grabber closes, once the part is identified.
- The vertical piston goes back up and the rodless pneumatic cylinder moves horizontally.
- The rodless pneumatic cylinder stops above the corresponding slot, indicated by a magnetic sensor.
- The vertical piston drops down and the grabber releases the part.
- The part has activated the infrared sensor in the slots.
- The sequence is over and the system goes back to its initial state.
Actuators to be identified
A horizontal and vertical piston, a rodless pneumatic cylinder and a grabber.Sensors to be identified
Three infrared sensors, five magnetic sensors, a proximity sensor and an inductive proximity sensor.
The station distributes workpieces from the stack magazine module. The filling level of the stack magazine is monitored by means of a (through-beam) sensor. A double acting cylinder pushes out the workpieces individually. The changer module grips the pushed-out workpiece using a suction cup. A vacuum switch checks whether a workpiece has been picked up. The arm of the transfer unit, which is driven by a rotary drive, conveys the workpiece to the transfer point of the downstream station. To swivel the rotary drive, one must first de-active the current position actuator relay, before activating the target side.
Initial state
magazine is filled up, ejecting cylinder is retracted, rotary drive is in downstream stations position, vacuum is offBasic sequence
- If there are workpieces in the magazine, the ejecting cylinder pushes out a workpiece.
- The vacuum is switched on. When the workpiece is securely held, a vacuum switch activates
- The rotary drive swivels to the downstream station position
- The vacuum is switched off
- Back to initial state
Actuators to be identified
suction (vacuum) generator, ejecting cylinder, rotary drive to left position, rotary drive to right positionSensors to be identified
Through-beam sensor, vacuum switch, left position switch, right position switch, ejecting cylinder positions
In this station workpieces are sorted according to material and color. The conveyor section can be branched off for sorting, whereby the different sorting branches are switched depending on the workpiece. The workpieces must proceed individually. A sensor detects the workpieces inserted at the start of the conveyor. Workpiece characteristics (black, red, silver) are detected by sensors in front of the stopper and the workpieces are sorted onto the appropriate slides via branches. The branches are moved by means of short-stroke cylinders using a reversing mechanism. A retro-reflective sensor monitors the filling level of the slides.
Initial state
workpiece at start of conveyor, stopper advanced, branch 1 retracted, branch 2 retracted, conveyor motor offBasic sequence
- If workpiece detected, then conveyor motor is activated
- Color/material identification
- Stopper retracts and the corresponding branch advanced
- When the workpiece passes the slide, then back to initial state
Actuators to be identified
stopper, conveyor band, branch 1, branch 2Sensors to be identified
slide sensor, infrared sensor (color identification), induction sensor (metal detection), proximity sensor (piece detection)
The testing station determines the characteristics of the inserted workpieces. The color and the material are detected in workpiece retainer. The black workpieces are not detected by the diffuse sensor. A retroreflective sensor monitors whether the working area above the workpiece retainer is free before the workpiece is lifted (as a safety check-up). The analog sensor of the measuring module determines the height of the workpiece. A linear cylinder guides the correct workpieces to the downstream station via the upper air cushioned slide. Other workpieces are sorted on the lower slide.
Initial state
workpiece in retainer, working area free, lifting cylinder is lowered, ejecting cylinder is retracted, air cushioned slide is offBasic sequence
- Determine the color and material of the workpiece
- Lifting cylinder is raised to measure the workpiece height
- Sort the pieces
- Back to initial state
Actuators to be identified
Air cushioned slide, ejecting cylinder, lift to up position, lift to down position, analog height measurementSensors to be identified
metal sensor, color sensor, proximity sensor, vertical positions (2x), ejector cylinder position, analog sensor
The handling station is equipped with a flexible two-axis handling device. Inserted workpieces are detected in the retaining device by an optical reflex light sensor. The handling device fetches the workpieces from the retaining device with the help of a pneumatic gripper, which is fitted with an optical sensor. The sensor in the gripper differentiates between 'black' and 'non-black' workpieces. To move the handling device horizontally, one must first de-active the current position actuator, before activating the actuator of the target side. To reach the inner slide, one must de-activate the position actuator with the help of the position switch.
Initial state
Workpiece in the receptacle, gripper is raised and open in upstream (base) station positionBasic sequence
- The lifting cylinder advances, if a workpiece is detected in the receptacle
- The gripper is closed. The color identification is executed
- The lifting cylinder is retracted
- Depositing on the correct slide
- Back to initial state.
Actuators to be identified
Handling to slide position, handing to base position, grip release, grip downSensors to be identified
color sensor (in the grip), receptacle detector (base tray), horizontal positions (3x), grip vertical positions (2x), grip activatedSiemens TIA portal download-site
Let op: De opstellingen werken niet met de LOGO! software samen! Je moet de TIA Portal vooraf installeren. Installatie duurt heel lang! Gelieve eerst de hele sectie door te lezen voor je met de installatie begint!- Voor installatie activeer .Net 3.5 zoals hier staat indien je een probleem hebt tijdens de installatie.
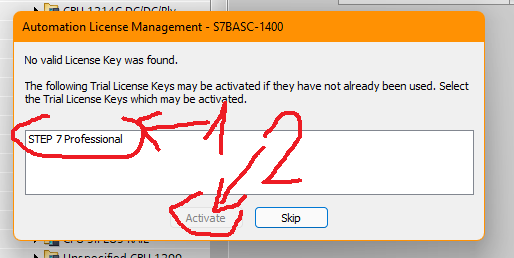
- Activatie: bij de eerste opstart vraagt de software voor activatie, doe zoals hier
- Licentie informatie: Péter kan je een gratis licentie op alle TIA portal producten geven indien je aanvraag gemotiveerd is (na volledige installatie, in persoon). Deze software kost normaal gezien honderden euro's (ook met studentenkorting).
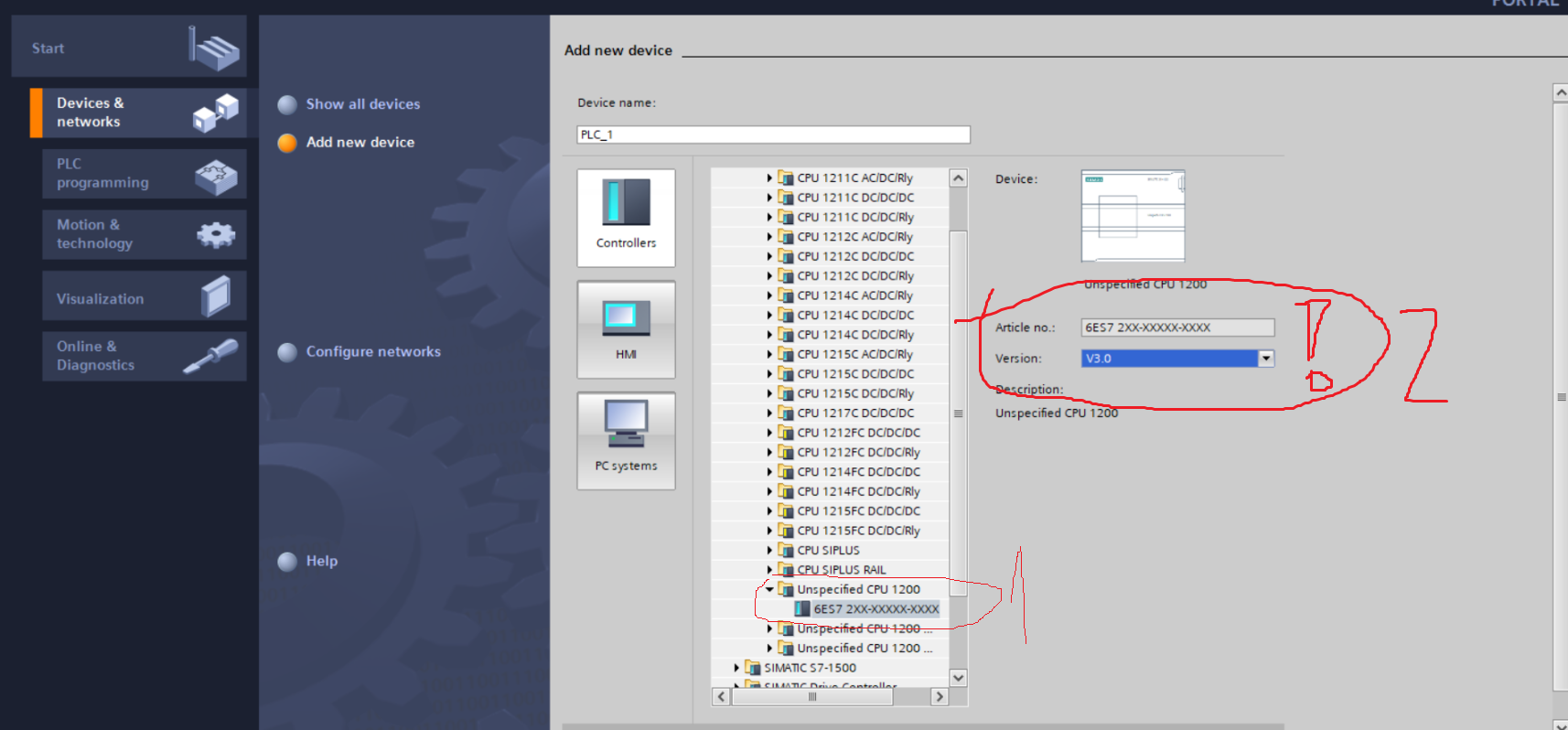
- Bij aansluiting PLC kies => firmware versie 3 zoals hier.
 Bij vragen 'assign ip address', 'default interface', etc, kies 'yes', ook voor alle andere bla-bla-bla vragen 'ýes','ok'.
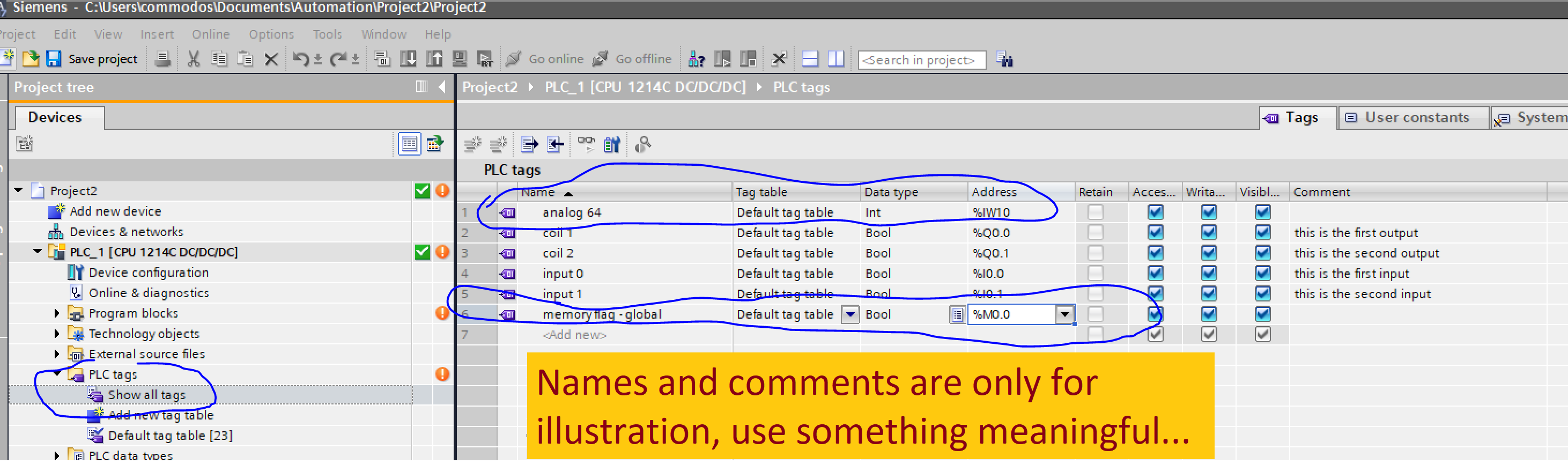
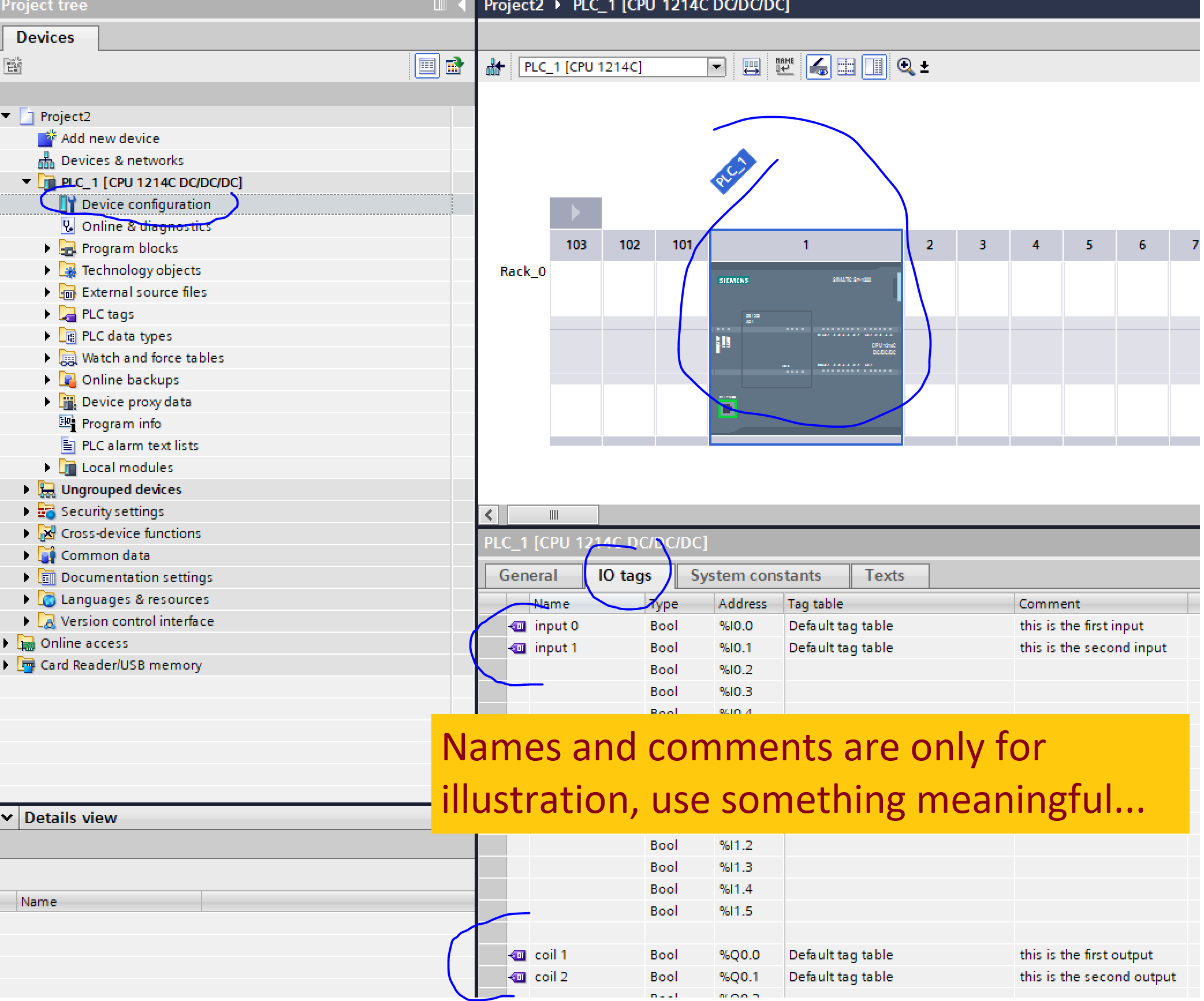
Bij vragen 'assign ip address', 'default interface', etc, kies 'yes', ook voor alle andere bla-bla-bla vragen 'ýes','ok'. - Gebruik 'names' en 'comments' in je programma: zoals hier
- Je kan ook memory variables of analog input definieren zoals definieren
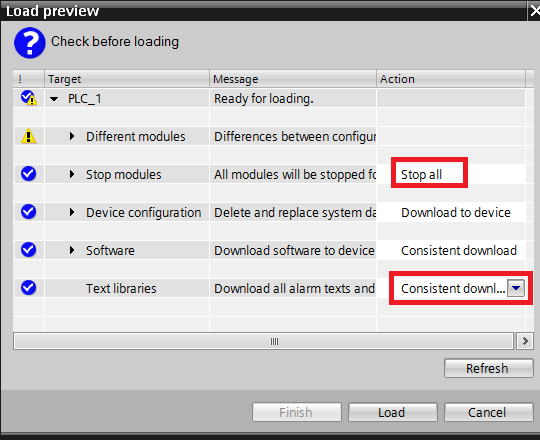
- Bij uploaden PLC programma bij stop modules kies: stop all zoals hier.
- Real-time debugging: upload je programma, kies 'go online' en in de code-editor kies 'monitoring on/off',zoals hier

- Bij problemen kan je je PLC programma starten/stopen zoals hier

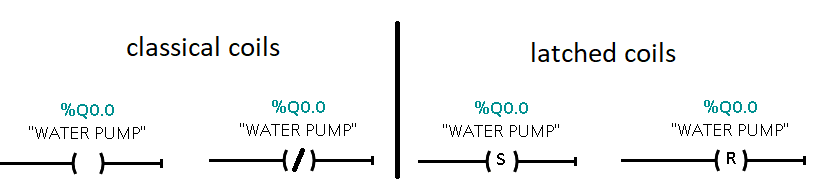
- Tia portal ondersteunt naast klassieke coils (), en (/), ook coils met latching (S) en (R). Een latched coil (s) behouwdt de waarde tot je reseteert (R).
- SIMATIC S7-1200 behoudt de waarden van de relais, ook na herstarten. Het bewaart ook de waarden van de 'geheugen/interne' flags en om deze variabelen te resetten moet je ofwel power-down en up, of in de online modus, klik op 'stop' en 'run', .